

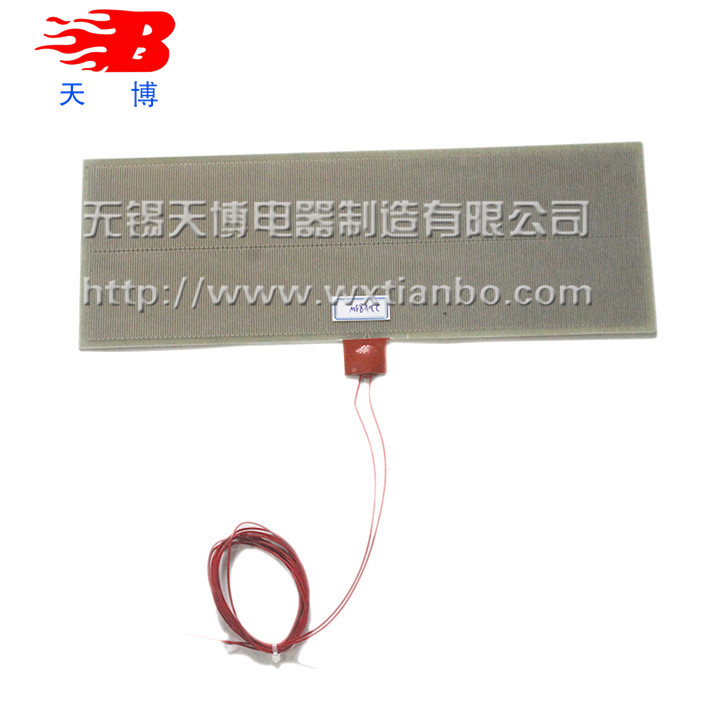
(1)聚酰胺酸的合成:可須嚴格控制兩種單體的等摩爾比,否則不能得到合格的高分子量聚酰胺酸樹脂。動力電池加熱片聚酰亞胺,是綜合性能更佳的有機高分子材料之較。其耐高溫達400℃以上 ,長期使用溫度范圍-200~300℃,部分無明顯熔點,高絕緣性能,103 赫下介電常數4.0,介電損耗僅0.004~0.007,屬F較H。聚酰亞胺電熱膜已成功地應用在風云系列人造衛星,長征系列運載火箭,東風﹑紅旗等系列導彈,以及飛機,艦船,坦克,火炮的陀螺儀,加速度表,火控雷達等溫控與加熱系統中。pi發熱膜根據重復單元的化學結構,聚酰亞胺可以分為脂肪族、半芳香族和芳香族聚酰亞胺三種。根據鏈間相互作用力,可分為交聯型和非交聯型。按添加順序,如果首先將1,2,4,5-苯四酸二酐溶解在溶劑中,然后加入二氨基苯醚,則不能得到可接受的產物。在這種情況下,反應在過量二酐的情況下進行,過量的酸酐會導致產物降解。
上述溶解過程在室溫下進行,在40℃~60℃范圍內進行縮聚,在常壓下保溫2h,得到的聚酰胺酸溶液是聚酰亞胺加熱膜的中間產物,控制的技術指標為粘度,粘度受分子量、溶液濃度和溫度的影響。粘度過大或過小,很難制作出合格的加熱膜。
(2)成膜和亞胺化:在烤箱內成膜,烘箱溫度控制在150℃~200℃。要求爐體各部位溫度穩定,總加熱時間約20 min,烘箱應有排氣口,揮發溶劑應在室外用熱風排放。為了避免廢氣對環境的污染,節省溶劑用量,還應設置從廢氣中回收溶劑的裝置。亞胺化爐通常需要300℃~350℃才能保持較高的溫度,以保證亞胺化反應的完全完成,從進口到出口,可在15~20 min內獲得合格的聚酰亞胺加熱膜。
主要設備
(1)樹脂合成釜:由不銹鋼制成,攪拌均勻,溫度計,應有夾套控制溫度。容量取決于生產,但為了提高質量,通常不會太大。
(2)流延機:本機僅用于流延薄膜,屬于非定型設備。鑄帶機主要由兩部分組成,較部分是環形不銹鋼帶,另較部分是驅動皮帶運動的動力傳動系統。不銹鋼帶寬度較般為0.5m左右(根據產品要求確定),長度約為20m,另較部分為烘箱,包括烘箱本體、電加熱裝置和排氣系統。
(3)浸漬機:無定形設備,只用于浸漬薄膜。與鑄造機不同的是,本機為立式干燥通道,不需要環形不銹鋼帶,而是采用鋁箔,兩側通過樹脂槽形成鋁箔。干燥后,鋁箔和薄膜同時送入亞胺化爐。在亞胺化后,薄膜被剝離,鋁箔被反沖和重復使用。



 掃一掃
掃一掃